Город:
Город:
Май 2022 г.
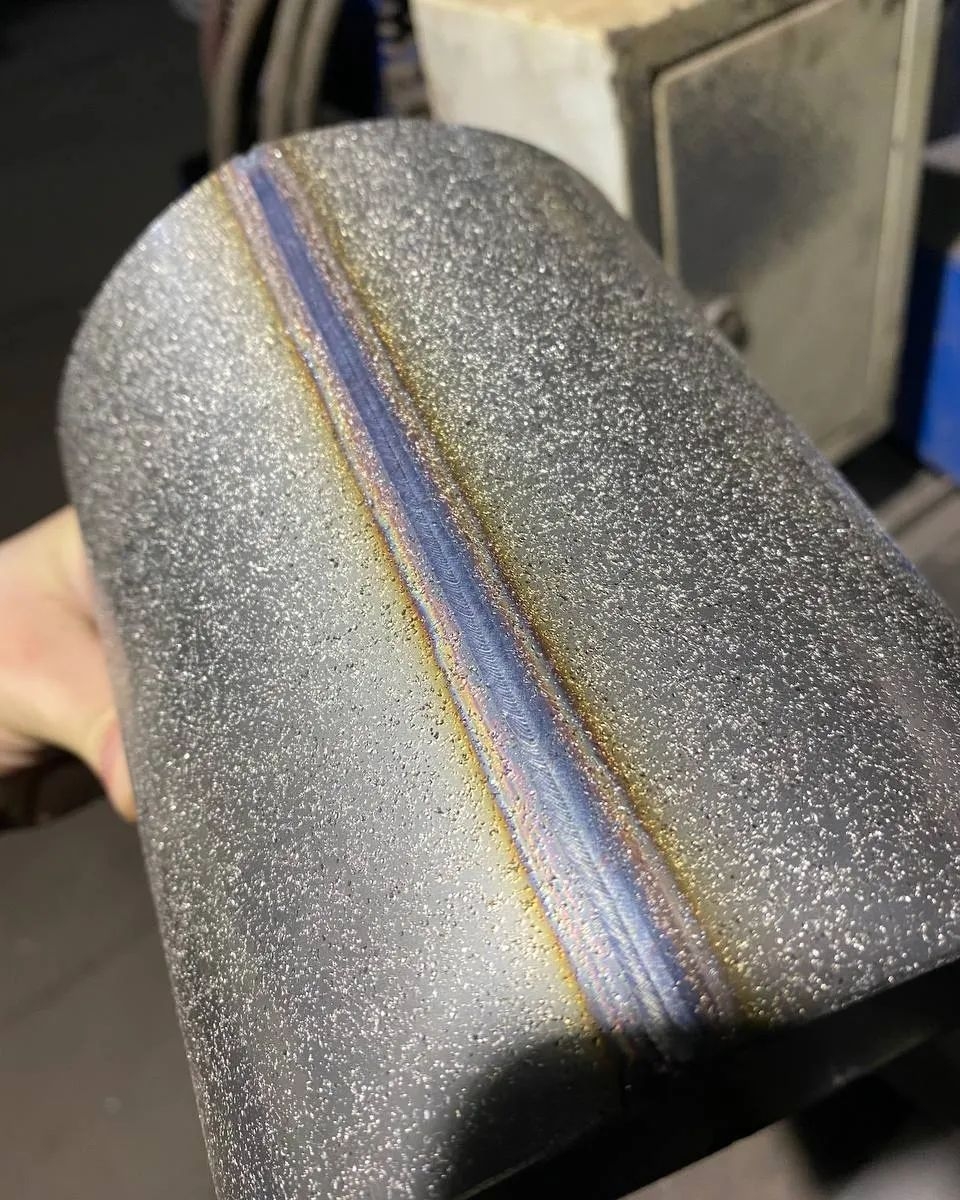
Перед нами стояла задача сварки продольных швов длиной 150 мм на цилиндрических втулках из нержавеющей стали диаметрами от 55 до 1000мм. Вид сварки TIG, как с присадкой, так и без. После окончательной доработки готовая продукция применяется в нефте-газовой отрасли для комплексной защиты внутренней поверхности сварного шва трубопроводов. До внедрения комплекса, изделия заваривались вручную аппаратом TIG сварки без применения присадочного материала, на самодельной оснастке. Основная задача, которую мы получили от клиента была в значительном ускорении процесса производства с учетом соблюдения высоких требований к качеству сварного шва.
 |
 |
 |
В качестве решения нами был предложен роботизированный комплекс CRP с одной сварочной зоной.
В состав комплекса входит:
- Робот CRP-RH14-10-W– 1 шт;
- Сварочный источник TIG WSME-500R– 1 шт;
В процессе сварки клиент использует горн для продувки обратной стороны изделия аргоном. Источник используется для TIG сварки с автоматическим подающим механизмом и водяным охлаждением горелки.
Оператор закрепляет заготовки на столе, и запускает программу сварки. После завершения производится снятие готовой продукции.
В результате внедрения комплекса Заказчик получил:
- Трехкратное увеличение производительности.
- Качество свариваемого шва значительно выросло, исключилось воздействие человеческого фактора при сварке.
- Сократилось вредное воздействие сварочного процесса на сварщика в связи с тем, что оператор находится дальше от места работы робота.
Дорогие коллеги, на нашем сайте регулярно публикуются реализованные проекты. Заходите в соответствующий раздел на главной или переходите по ссылке:
Для получения предложения по автоматизации Вашего производства с помощью промышленных роботов вы можете связаться с нами любым удобным способом, а также посетить наши демо-залы в г. Новосибирск и г.Иркутск:
- г.Новосибирск, ул.Станционная, д.60/1 корпус 86
- г.Иркутск, ул.Байкальская д.277А, офис 8
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
+7-800-201-57-43