Город:
Город:
Контроль и регулировка импульсной сварочной дуги с LORCH ХТ: самый высокий уровень сварки
02 мая 2016 г.

В 2016 году LORCH обрадовал разработкой и внедрением новых возможностей в регулировке сварочной дуги, а именно ее длины и динамики в импульсных сварочных полуавтоматах Lorch S и Lorch S SpeedPulse - функция ХТ. Данный процесс был создан и запатентован исключительно LORCH, что ставит данного производителя на ступень выше среди конкурентов и аналогов. Благодаря внедрению новой технологии ХТ, сварочный процесс становится еще более стабильным, а сварка совершеннее.
ХТ - это EXTRA надежность EXTRA вариативность EXTRA малое образование брызг!
Как сварщик регулирует процесс сварки? Ранее вся регулировка сварочного процесса сводилась к изменению напряжения и скорости подачи проволоки. Регулировкой напряжения мы увеличиваем или уменьшаем длину сварочной дуги, что в конечном итоге сказывается на сварочной ванне: либо она широкая, либо более узкая. Размер ванны влияет также на провар изделия. Если ванна узкая, то сварочная дуга более сконцентрированная и провар получается более глубоким. Если сварочная ванна шире, то необходимо затратить больше энергии на то, чтобы расплавить как основной, так и присадочный металл. Ведь если ванна широкая нам нужно больше проволоки для того, чтобы заполнить ее металлом. Сам сварочный шов при этом выглядит более широким. Если сварщику, например, нужно больше наплавить металла, получить определенный катет, то он увеличивает скорость подачи проволоки. Регулируя подачу проволоки сварщик меняет количество подаваемого присадочного металла и сварочный шов получается в итоге более бугристым, либо напротив более вогнутым.
В основном сварщики любят варить на короткой дуге, поскольку сварка на длинной очень нестабильна, кроме того она ведет к большому каплеобразованию. А это затраты денег и времени на дальнейшую доработку сварочного шва.
С приходом синергетического управления, процесс сварки стал проще. Например, в сварочных полуавтоматах LORCH для настройки сварщику необходимо только выбрать металл, диаметр проволоки и используемый защитный газ. Далее выбирается толщина свариваемого металла, а все остальные параметры, в том числе напряжение и скорость подачи проволоки, выставляется аппаратом самостоятельно. В процессе сварки вручную сварщик лишь корректирует скорость подачи проволоки. Однако для идеальной сварки этого оказалось недостаточно...
Как получить идеальную импульсную дугу?
Как показала практика, для формирования качественной импульсной дуги необходимы 3 составляющих:
- Регулировка длины сварочной дуги
- Регулировка динамики сварочной дуги
- Компенсация внешних воздействий
Причем компенсация внешнего влияния должна происходить в автоматическом режиме, т.к. ручная регулировка сильно тормозит процесс сварки. Раньше сварщики, увеличивая/уменьшая длину сварочной дуги косвенно влияли на размер сварочной ванны, делая ее шире или уже. С 2016 года, в линейке импульсных сварочных полуавтоматов LORCH S SpeedPulse появилась возможность корректировки не только длины, но и динамики сварочной дуги. Динамика позволяет делать ванну шире/уже независимо от длины дуги. Длина дуги остается неизменной. Т.е. теперь, можно варить на короткой дуге и при этом делать ванну того размера, который нужен сварщику для комфортной работы. Однако LORCH на этом не остановился, ведь мало дать сварщику возможность регулировать сварочные параметры. Необходимо сделать их независимыми от сварщика, выставляемыми автоматически и при этом, независимо от внешних условий.
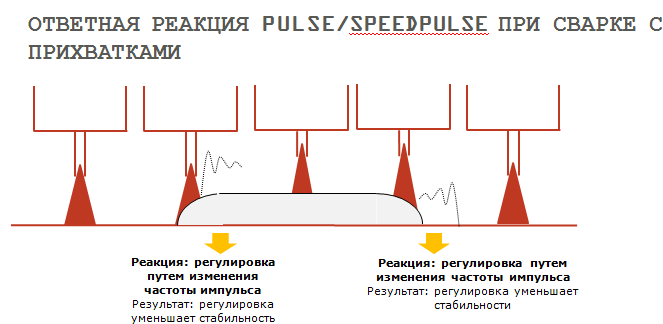
Как известно, на процесс сварки большое влияние оказывает воздействие внешних факторов (падение напряжение в сети, качество газа, включения в металле, наличие прихваток и т.п.). Самый распространенный пример: сварка по прихваткам. В месте прихватки, как правило, сварка становится крайне не стабильной и данное место становится изъяном сварочного шва - при проходе прихваток образуется много капель. Что сделал LORCH? Немецкий производитель профессионального сварочного оборудования LORCH внес принципиальное изменение в природу самого сварочного импульса.
Новый импульс вместе с ХТ
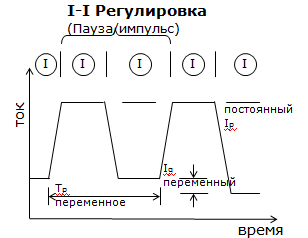
Стандартный импульс представляет собой чередование "пауза/импульс/пауза/импульс" (так называемая I-I регулировка). Это делает перенос металла контролируемым, но более медленным в сравнении со стандартной сваркой. LORCH внедрил специальны сварочный процесс SpeedPuls, который позволил увеличить скорость стандартной импульсной сварки практически вдвое.
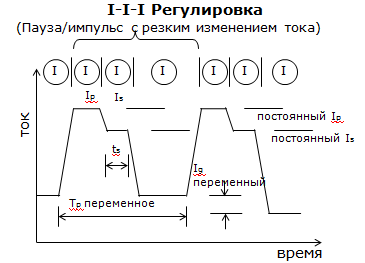
Основной специфической характеристикой, отличающей SpeedPuls от традиционных импульсных процессов – за направляющей каплей следует вторичный переход металла - результатом является более быстрый перенос металла. В процессе данной сварки импульс стал выглядеть иначе: "пауза/импульс с резким изменением тока/пауза/импульс с резким изменением тока" (I-I-I регулировка). Благодаря контролю 3-й фазы регулировки сварочного тока LORCH усовершенствовал импульсную сварку и сделал ее быстрее стандартной сварки на 48%.
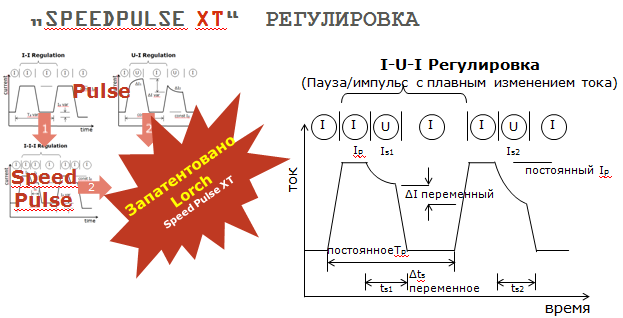 Следующим шагом, реализованным в 2016 году стало новое измемение импульса: регулировка стала правной, что позволило сделать сварку еще более стабильной и избавиться от влияния внешних факторов. Новый вид импульсной сварки получил название ХТ. Благодаря изменению самого импульса, внешне процесс сварки выглядит практически таким же, как SpeedPuls, однако он имеет ряд преимуществ:
Следующим шагом, реализованным в 2016 году стало новое измемение импульса: регулировка стала правной, что позволило сделать сварку еще более стабильной и избавиться от влияния внешних факторов. Новый вид импульсной сварки получил название ХТ. Благодаря изменению самого импульса, внешне процесс сварки выглядит практически таким же, как SpeedPuls, однако он имеет ряд преимуществ:
- Более высокий уровень наплавка
- Высококонцентрированная дуга (глубокое проплавление, хорошее формирование корня шва, глубокая дуга, без подрезов)
- В результате более высокая скорость сварки как результат нескольких факторов влияния на дугу.
Что дает специальный процесс сварки ХТ?
Для импульсной сварки одним важным факторам воздействия на вводимую энергию является частота импульсов и различные точки регулировки. SpeedPulse XT объединяет все лучшие характеристики, что создает более простую, комфортную, лучшую в управлении“ импульсную сварку с регулировкой напряжения.
- Вариативность регулировки – без немедленного вмешательства
- Более интуитивный контроль за дугой
- Хорошая реакция на изменения при сварке в ограниченном пространстве
- Улучшенная сварка зазоров путем изменения вылета электрода
- Активное противодействие отклонениям дуги путем уменьшение длины дуги (уменьшая расстояние горелка - деталь)
- Лучший контроль при сварке в ограниченном пространстве: угловые соединения и тд

- Стабильность без скачков напряжения/тока
- Малое образование брызг
- Без слышимых изменений частоты
- При SpeedPulse XT – умеренная регулировка длины дуги
- Простой и удобный процесс сварки
- Уменьшение затрат на обработку детали после сварки
Кроме того, возможность регулировки динамики сварочной дуги оказывает влияние на формирование сварочного шва. Например, при сварке нержавеющей стали динамика дуги влияет на профиль проплавления, при более высокой динамике профиль шва более вогнутый, повышая надежность образования хорошего корня шва и сторон шва, даже при неидеальном положении горелки.

Если у вас появились вопросы, будем рады ответить на них по тел.: +7 (3952) 745-542