Город:
Город:
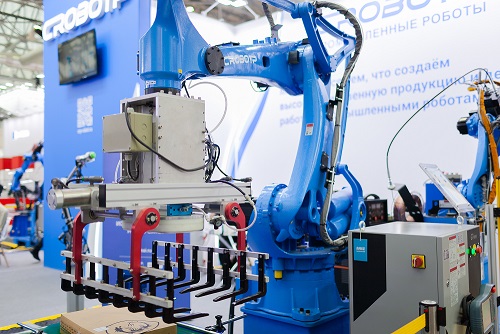
Охлаждение сварочных полуавтоматов
Выбирая любую сварочную технику необходимо всегда отвечать на один очень важный вопрос: как и в каких условиях вы будете эксплуатировать оборудование? Если характер работ будет очень интенсивным, то особое внимание следует уделить выбору системы охлаждения сварочных аппаратов. Потому как, чем лучше аппарат будет охлаждаться, тем дольше вы сможете работать без остановки, а следовательно, тем выше производительность сварочных работ. Особо актуален правильный выбор системы охлаждения в условиях интенсивной работы на предприятиях, где сварка - один из основных видов деятельности. Если в вашем штате есть сварщики, то рабочий день сварщика не должен сокращаться из -за простоев оборудования (в том числе по причине недостаточного охлаждения). Ведь простои оборудования - это убытки для предприятия. В случае, если же сварщик работает по сдельной системе, то он сам может отказаться работать на вашем оборудовании из-за низкой производительности. В случае дефицита сварщиков высокого уровня, это может стать серьезной проблемой. Итак, давайте разберемся, какая бывает система охлаждения.
Воздушная система охлаждения сварочного аппарата
Выделяют 2 типа охлаждения сварочных аппаратов: воздушное и жидкостное. В первом случае аппарат охлаждается благодаря вентиляторам, пропускающим через корпус аппарата нужный объем воздуха. Горелка при этом работает без охлаждения. В аппарате может стоять 1, а порой и 3 вентилятора. Количество зависит от модели и от производителя. Причем не всегда большое количество вентиляторов может обеспечить хорошее охлаждение, т.к. в первую очередь необходимо, чтобы все они работали достаточно интенсивно и этим обеспечивали оптимальную циркуляцию воздуха. Если охлаждения не хватает, то аппарат начинает греться. В случае когда он оснащен защитой от перегрева, то при плохом охлаждении он просто отключится или встанет в ошибку от перегрева. Пока система не охладится он не будет готов к работе. Часто данная проблема встречается когда аппарат, предназначенный для бытовых условий пытаются использовать на предприятии даже со средней загрузкой. Ему просто не хватает мощности. Этим могут страдать и дешевые китайские сварочные полуавтоматы, т.к. производитель может экономить на двигателе и вентиляторы работают слабо. Такая проблема может встречаться даже на аппаратах известных производителей, вынесших производство оборудования на китайские заводы. В линейке профессионального оборудования, например для сварочного оборудования LORCH, воздушное охлаждение - не приговор, и даже аппараты мощностью 400-500А, работающие в условиях промышленного производства могут стабильно работать на протяжении всего рабочего дня. Например, в сварочных полуавтоматах LORCH MicorMIG400 стоит не менее 3-х вентиляторов, которые работают настолько интенсивно, что температура внутри аппарата во время работы незначительно отличается от температуры окружающей среды.
Единственный минус всех аппаратов с воздушной системой охлаждения в том, что даже если сам источник отлично охлаждается, горелка все равно будет греться и ей нужно будет отдыхать. Поэтому для работы на больших мощностях, часто выбирают горелки с небольшим запасом, например на источник 500А ставят горелки, рассчитанные на 600А. Таким образом, горелка имеет небольшой резерв на возможный перегрев гусака.
Сварочные полуавтоматы с жидкостным охлаждением
Жидкостное охлаждение ориентировано на интенсивные работы, а также на работу в условиях высокой температуры окружающей среды. Например, если в цехе +30, то от циркуляции горячего воздуха аппарату легче не станет. На аппаратах жидкостного типа охлаждения помимо вентиляторов установлен бачок охлаждающей жидкости. В него заливается жидкость специального химического состава. Благодаря циркуляции охлаждающей жидкости по аппарату и сварочной горелке обеспечивается его непрерывная работа и охлаждение. Данный вид охлаждения оптимизирует также охлаждение сварочной горелки. Причем на аппараты такого типа используются сварочные горелки с жидкостным типом охлаждения. Если вы поставите на такой аппарат горелку предназначенную для воздушного охлаждения, она перегреется, т.к. ей будет не хватать дополнительного охлаждения жидкостью. В случае же если вы поставите горелки наоборот: жидкостную горелку на аппарата с воздушным охлаждением, то из за отсутствия жидкости, она сгорит.
Бачок с охлаждающей жидкостью может быть установлен в корпус полуавтомата, также он может быть отдельным блоком. Т.е. в первом случае вы сразу выбираете будете вы работать с жидкостным охлаждением или нет и выбираете комплектацию аппарата. Во втором случае вы можете купить полуавтомат с газовым охлаждением и потом в случае необходимости докупить блок водяного охлаждения и собрать всю установку на тележку, как например у сварочных полуавтоматов КЕДР MultiMIG 500.
Эксплуатация оборудования с жидкостным охлаждением
Каких то особых требований в эксплуатации системы охлаждения нет, приведем основные:
- необходимо следить за уровнем охлаждающей жидкости. Если жидкости становится мало, то аппарату и горелке не хватает охлаждения.
- заливать лучше рекомендуемую производителем жидкость. Химический состав разных жидкостей может сильно отличаться, различен и цвет (зеленый, красный, синий, прозрачный и т.д.). Чтобы не потерять гарантию, лучше заливать жидкость, которую рекомендует производитель. Смешивать жидкости разных производителей и марок не рекомендуется, т.к. возможна непредсказуемая реакция из-за разного хим.состава.
- время от времени нужно проверять качество жидкости. В сварочных полуавтоматах LORCH жидкость заливается прозрачная и в ней хорошо видно, когда попадает грязь и пыль. Несмотря на то, что бачок и сама жидкость полностью изолированы от окружающей среды, бывают случаи, когда система охлаждения забивается грязью. Грязь может попадать в жидкость по разным причинам, например, залили жидкость из грязной тары. Если в жидкость попадает грязь, это может нарушить работу помпы и ее придется прочищать.
Особенности работы сварочных полуавтоматов с жидкостным охлаждением
Сварочные полуавтоматы разных производителей работают по-своему. Например, для производителя сварочного оборудования LORCH важно, чтобы максимально эффективно работал как сам источник, так и горелка и владелец оборудования не нес затраты по их ремонту и частому обслуживанию. Именно поэтому у сварочных полуавтоматов LORCH установлены датчики протока охлаждающей жидкости. Как только в работе аппарата фиксируется отклонение в циркуляции жидкости (например ее стало меньше по уровню или жидкости совсем нет), аппарат показывает ошибку Е05,что говорит о проблемах с системой охлаждения. Если такого датчика нет и у аппарата имеются какие-то нарушения в работе жидкостного охлаждения, например, пробился шланг и вся жидкость вытекла, то сварочная горелка моментально сгорит при начале работы. В масштабах предприятия, когда имеется несколько сварочных постов, или даже несколько десятков, частая замена сварочных горелок может вылиться в круглую сумму. Поэтому на систему охлаждения необходимо регулярно обращать внимание.