Город:
Город:
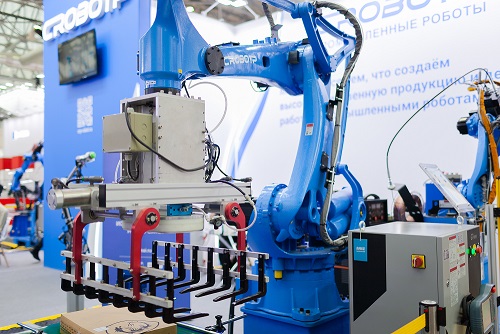
Сварочная технология SpeedCold: сварка тонколистового металла (0,5 мм!) без деформаций и прожога
Сварка тонкого металла всегда создает для сварщика ряд сложностей. В режиме MIG/MAG сварки сложно работать с металлом даже толщиной 1,0 мм. Из-за высокого вложения тепла в процессе сварки, металл начинает деформироваться, а иногда и прожигаться. По этой причине для работы с полуавтоматом редко рассматривают металл толщиной до 1,0 мм. Не каждый опытный сварщик справится с такой работой. Слишком сложная задача: процесс сварки крайне нестабилен. Кроме того, требуется очень много доработок готового сварного соединения. Однако немецкий производитель сварочного оборудования Lorch кардинально изменил технологию сварки тонколистового металла.
Сварка металла толщиной от 0,5 мм в режиме MIG/MAG
Каждому производителю металлоконструкций хочется сэкономить на материалах и в том числе на используемом металле. Зачастую экономии достигают благодаря переходу на металл меньшей толщины. Однако, как бы не был соблазнителен переход на более тонкий металл, варить 1,5 мм. намного проще чем 0,5 мм. и даже 0,1 мм. Хотя экономия может достигать существенных сумм в масштабах всего производства.
Сварка тонколистового металла в основном осуществляется на короткой дуге. Это ведет к тому, что в деталь передается много энергии и тепла. Т.к. металл является тонкий, то он очень быстро перегревается, его ведет и качество готового изделия сильно страдает. Кроме того, сварка на короткой дуге ведет к большому образованию брызг и деталь необходимо кропотливо доработать после сварки, зачистить от лишних капель.
 |
 |
|
Стандартная сварка MIG/MAG. Ультракороткая дуга. Угловой шов, S235 t=3,0 мм. Подача проволоки 4,0 м/мм, очень быстро перемещающаяся ванна расплава, непосредственно перед падением. |
Сварочная технология SpeedCold. Угловой шов, S235 t=3,0 мм. Подача проволоки 4,0 м/мин, комплексная и надежная сварка. Скорость сварки 35 см/мин. Отсутствие деформаций и прожогов |
Lorch внедрил в свои аппараты специальную сварочную технологию SpeedCold созданную специально для работы с тонким металлом. Теперь в режиме полуавтоматической сварки можно работать с металлом 0,5 мм без перегрева и деформаций!
Процесс сварки стал очень похож на импульсную сварку с чередованием 2-х фаз сварочной дуги. Однако SpeedCold - это не импульсный процесс, он доступен не только на импульсных сварочных полуавтоматах Lorch S и Lorch S-SpeedPuls, но и в инверторных полуавтоматах Lorch серии Р. Данный процесс холоднее стандартной сварки. Здесь происходит чередование необходимых сварочных характеристик (сила тока, напряжения, причем со мгновенной регулировкой). Благодаря данному чередованию достигается снижение тепло вложения в деталь на 25%. Деталь не деформируется даже при работе с толщиной 0,5 мм! Кроме того, использование запатентованной Lorch технологии быстрого переноса расплавленного металла (практически струйно без взрыва капли, отрывающейся от кончика присадочной проволоки) достигается высокая стабильность сварочного процесса без образования брызг. В результате отпадает необходимость в доработке готового соединения. Кроме того, благодаря струйному переносу, процесс сварки тонколистового металла становится быстрее на 40%, что позволяет существенно увеличить производительность сварочных работ.
Сварка оцинкованной стали без снижения качества соединения
Как правило, при сварке оцинкованной стали происходит выгорание цинка. Это происходит под влиянием большого нагрева металла и в свою очередь негативно сказывается на самом соединении. Оно становится внешне непривлекательным (чернеет) и сам процесс сварки значительно снижает антикоррозийные свойства металла. Попросту говоря, соединение хрупкое и ненадежное.
Благодаря SpeedCold процесс сварки становится холоднее и за счет низкого тепло вложения не происходит выгорание цинка. В результате мы получаем сварное соединение из оцинкованной стали с высокими антикоррозийными свойствами. Кроме того, при использовании данной сварочной технологии испарения, которые выделяются при сварке оцинковки намного меньше, что говорит о меньшем вреде на здоровье самого сварщика.
Сварочный процесс SpeedCold для сварки тонколистового металла (от 0,5 мм!) в режиме полуавтомата доступен в моделях сварочных полуавтоматов Lorch:
- Промышленный сварочный полуавтомат Lorch серии Р
- Импульсный сварочный полуавтомат Lorch серии S
- Импульсный сварочный полуавтомат Lorch S-SpeedPulse.
Ускорьте Вашу работу. Наши инновационные технологии Speed для MIG/MAG сварки обеспечат эффективное решение любого вопроса.
Перейти в каталог сварочного оборудования LORCH