Город:
Город:
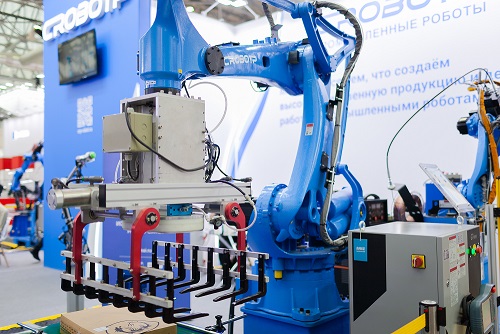
Сварочная технология Speed Puls: импульсная сварка быстрее на 48% и абсолютно без брызг
Изначально импульсная сварка была разработана для сварки цветных металлов. Они в большей степени подвержены короблению и деформации при сварке. В первую очередь за счет своей высокой теплопроводности. Именно для работы с таким металлом появилась импульсная сварка. Благодаря использованию импульсов в сварочном процессе удалось добиться контролируемого переноса металла.
Что происходит в процессе импульсной сварки и как она работает?
При старте сварочного тока разжигается ванна, проволока плавится и на конце присадки формируется капля. Эта капля переносится в ванну. От того, как эта капля переносится в ванну во многом зависит качество получаемого сварного соединения. Капля может быть большой или слишком большой и при падении в ванну она ее переполнит расплавленным металлом. Лишнему металлу нет места и он выливается из ванны. Отсюда возникнут лишние брызги, капли металла. Поскольку брызги и капли не нужны ни сварщику, ни заказчику, то практически всегда требуется дальнейшая зачистка сварочного шва. А это лишнее время и деньги. Старая и известная всем сварщикам проблема.
Внедрение импульсной сварки позволило полностью уйти от брызг
Если раньше капля формировалась стихийно, то теперь формирование и перенос расплавленной капли металла стал контролируемым. Применение импульсов уникальной формы изменил сварочный процесс. Он стал выглядеть следующим образом: импульс/пауза/импульс/пауза.
На деле это выглядит так: капля определенного размера сформировалась, отделилась в ванну под действием уникального импульса. Далее следует пауза, за счет чего ванна немного остывает. Однако ток полностью ее поддерживает. Следом идет новая капля металла того же размера, что и прежде и снова пауза и тд. За счет четкой периодичности импульсов перенос капель больше не имеет стихийного характера, размер капли точно отрегулирован. Благодаря паузе сварочная ванна не переполняется металлом и брызги сводятся к нулю. За счет паузы также металл остывает и не перегревается. А это меньше деформаций и более качественное соединение.

Единственный минус импульсной сварки - скорость. Поскольку в процессе сварки присутствует пауза, то именно на время этой паузы скорость работы на импульсном сварочном полуавтомате меньше чем скорость стандартной MIG/MAG сварки. Из тысячных долей секунд за рабочий день складывается определенное время, которое бы не хотелось терять сварщику. На помощь пришла уникальная разработка немецкого производителя сварочного оборудования Lorch. В результате долгих разработок, производитель сумел изменить импульсный сварочный процесс и сделать его быстрее. Новый импульсный сварочный процесс получил название SpeedPuls (быстрый импульс).
SpeedPuls: импульсная сварка быстрее стандартной MIG/MAG на 48%
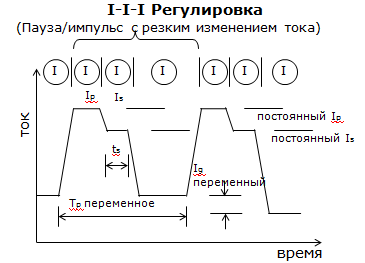
Стандартный импульсный процесс, как мы говорили ранее, представлял собой чередование импульсов определенной формы и паузы. Это делало формирование и перенос капли управляемым, но медленным. Для увеличения скорости импульсной сварки Lorch дополнил данный процесс резким изменением сварочного тока. Новый импульсный сварочный процесс стал выглядеть следующим образом: импульс/пауза/резкое изменение сварочного тока/импульс/пауза/резкое изменение сварочного тока и т.д. Что это дало на деле?


Если раньше капля отделялась и погружалась в ванну через определенные промежутки времени (паузы), то сейчас пауза стала еще меньше (импульс изменился), капля сформировалась, а за счет резкого изменения сварочного тока она, не успев отделиться от кончика проволоки, стала плавно переходить в новую каплю. Если раньше между каплями был явный разрыв, то теперь разрыв стал настолько маленький, что при микросъемке видно, как капля перетекает в новую каплю. Мы получили импульсную сварку со струйным переносом металла. Данная технология реализована в сварочных полуавтоматах импульсной сварки Lorch S и в импульсных полуавтоматах Lorch S-SpeedPulse Это вдвое увеличило скорость импульсной сварки сохранив при этом все ее преимущества стандартной импульсной сварки:
- полное отсутствие брызг при сварке в смеси защитных газов (СО2 + Ar);
- отсутствие перегрева и деформаций металла;
- формирование качественного сварочного шва при меньшем тепловложении в деталь;
- качественный и более глубокий провар;
- высокую скорость сварки;
- отличные результаты также при сварке алюминия и нержавеющей стали в режиме MIG/MAG.
Стоит заменить, что данные технологии запатентованы и применяются только при производстве сварочного оборудования Lorch (Германия), что делает данного производителя самым передовым.
Посмотреть видео работы процесса SpeedPuls 
Ускорьте Вашу работу. Наши инновационные технологии Speed для MIG/MAG сварки обеспечат эффективное решение любого вопроса.
Перейти в каталог сварочного оборудования LORCH