Город:
Город:
Обзор сварочных полуавтоматов
При покупке сварочного оборудования, а особенно сварочных полуавтоматов MIG/MAG, очень часто встает вопрос, какого производителя и какую модель выбрать? В интернете очень много заказных статей, а обзоры и ТОП-листы сварочных полуавтоматов далеки от реальности. В магазинах и торговых компаниях продавцы рекомендуют тот товар, который выгоднее продавать, а знакомые сварщики, зачастую, варят на старье, которое уже не время покупать. Тонкостей в выборе, как обычно, много.
В помощь покупателю начинаем серию статей посвященных обзору сварочного оборудования: полуавтоматов, инверторов, аргонников и тракторов. Рассматривать будем как профессиональное сварочное оборудование, так и аппараты по-проще. Будем делать обзор всего, что встречается в нашей практике: что встречаем у клиентов, что приносят в ремонт в наш центр сервисного и гарантийного обслуживания. Итак, начнем.
Сегодня остановимся на обзоре сварочных полуавтоматов 2-х популярных немецких производителей: EWM и LORCH. Как обещали, сравнивать будем объективные характеристики без привязанности к брендам и лишней рекламы.
Обзор немецких сварочных полуавтоматов: LORCH против EWM
В нашем сравнении участвуют сварочные полуавтоматы "одноклассники" по цене, немного отличающиеся по используемым технологиям сварки: сварочный полуавтомат LORCH MicorMIG 400 и полуавтомат EWM Taurus synergic 451. Оба производителя заявляют, что данные сварочные полуавтоматы производятся и собираются в Германии. С этим мы еще разберемся далее.



Комплектация сварочных полуавтоматов
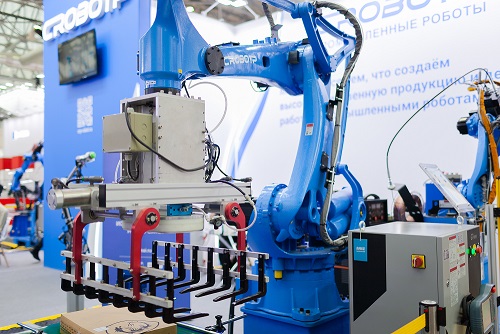
Оба аппарата в декомпактном исполнении с жидкостным охлаждением. Аппараты являются профессиональными, но отнести их к промышленному классу нельзя. Хоть владелец наших 2-х аппаратов использует их на полную мощность в производстве серьезных металлоконструкций, но уровень аппаратов пониже промышленного класса. Прежде всего из-за ПВ (продолжительность включения). При работе на полной мощности до 100% она у них не дотягивает. Т.е. оба аппарата подходят для предприятий со средней интенсивностью сварочного производства. Наши сварочные полуавтоматы, участвующие в обзоре, имеют синергетическое управление, т.е. аппарат сам выстраивает нужные параметры сварки. Отличия аппаратов заключается в том, что сварочный полуавтомат LORCH MicorMIG работает по своей запатентованной технологии Micor предполагающей использование резонанса в сварке. Сам термин Micor расшифровывается как микропроцессорный управляемый резонанс. EWM же работает по обычной системе - старый добрый трансформатор. В качестве доп.опций, полуавтоматы оснащены специальными процессами: SpeedArc (у LORCH) и ForceArc (у EWM). Данные специальные процессы представляют собой сварку короткой дугой. Сварочная дуга целенаправленна и пробивает толстый металл. Ее цель - быстрый и тщательный провар толстого металла.
Внешнее исполнение и дизайн сварочных полуавтоматов
Если говорить о дизайне, то оба аппарата достаточно эргономичны. Подающий механизм удобно перемещается по площадке, а длина шланг-пакетов может варьироваться от стандартной до 20м, что очень удобно. Источник тока поставлен на колеса, и вы можете легко передвигать его. Отдельное внимание хотелось уделить подающему механизму.


Подающий механизм обоих сварочных полуавтоматов имеет 4-х роликовый механизм, что положительно сказывается на подаче сварочной проволоки. Подающий механизм сварочного полуавтомата LORCH MicorMIG имеет подсветку внутри самого подающего. Это очень удобно при работе в цехах, где освещение не всегда в норме. Кроме того основные настройки параметров сварки или, так называемая, синергетика, вынесена также в подающий. На практике это очень удобно. У EWM подающий механизм из металла, у LORCH из специального композитного материала. По ощущениям, это что-то среднее между пластиком и металлом. В этом, кстати нет минуса, т.к. композит является меньшим проводником тока и вероятности возникновения КЗ снижаются в разы. У EWM кстати внутри подающего механизма находится JOB LIST с перечнем сварочных заданий. Еще одна отличительная особенность наших сварочных полуавтоматов - размер самого подающего. У подающего механизма от LORCH MicorMIG диаметр меньше. Это позволяет проносить его в стандартные канализационные люки диаметром 420 мм. Для определенного круга задач это огромный плюс.
Обзор системы управления сварочных полуавтоматов LORCH и EWM
Наши сварочные полуавтоматы, участвующие в обзоре, хоть и имеют синергетику, но сами настройки и подготовка к работе отличаются значительно. Внешний вид панели управления сравниваемых аппаратов выглядит следующим образом:




Система подготовки к сварке у обоих аппаратов принципиально отличается. Причем ровно противоположно. У аппаратов EWM внутри подающего механизма размещен перечень сварочных заданий, или, так называемый, JOB LIST, где по таблице видно какому заданию соответствуют определенные технические характеристики сварки. Например, если мы выбираем JOB №1, то вы выбрали материал "А", защитный газ "В", и диаметр проволоки "С". На самой лицевой панели управления мы регулируем сварочный ток, напряжение. Минус в том, что если вдруг этот JOB LIST кто-то отклеил, выбросил или просто спёр, то догадываться какому джобу какой режим соответствует становится очень проблематично.
У сварочных полуавтоматов LORCH синергетика работает принципиально наоборот. В серии MicorMIG у нас получается 2 панели управления. Когда мы поставили катушку проволоки, тут же в механизме мы совершаем всего 3 действия: выбираем металл, который будем варить, защитный газ и диаметр проволоки, которую мы используем. Мы закрываем подающий и на главной панели управления выбираем толщину металла, который мы будем варить. Все остальные характеристики аппарат выстраивает сам. Причем мы можем осуществлять регулировку как по толщине металла, так и по скорости подачи проволоки. Если мы нашли для себя какой-то режим в котором часто работаем, то можем сохранить его в память под каким-то номером, например JOB №1. Т.е. управление 2-х аппаратов отличается своей полной противоположностью. Тем, кто всегда работает на сварочных полуавтоматах EWM наверняка уже в памяти отпечатались номера имеющихся сварочных заданий. И сварщик наизусть помнит, что JOB №77 - это AlMg, Ar100%, 1,6 мм. А вот если вы меняете сварщиков, то в работе с аппаратом могут быть проблемы, т.к. JOB LIST нужно будет беречь как зеницу ока.
Вообще у сварочного оборудования LORCH интерфейс более понятный, даже методом тыка можно разобраться, где какой режим и что надо делать. У EWM настройки намного сложнее. По остальным сварочным параметрам оба аппарата имеют возможность регулировки динамики сварочной дуги, что дает им только положительную строну.
Все основные отличия сравниваемых полуавтоматов LORCH и EWM относительно внешнего исполнения и настроек мы перечислили. Поэтому, на сегодня остановимся. Впереди все самое интересное: сравнение сварочных способностей наших полуавтоматов и качества сварки.
Читайте далее:
Обзор сварочных полуавтоматов: качество сварки LORCH против EWM