Город:
Город:
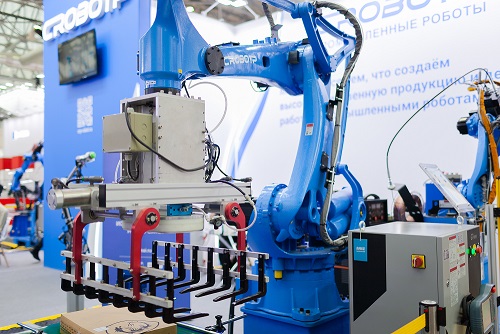
Сварочная проволока омедненная HPGS 50-6 (СВ-08Г2С)
Аттестация НАКС / Российский Морской Регистр Судоходства

Сварочная омедненная проволока используется для полуавтоматической сварки углеродистых и низколегированных сталей в среде защитных газов: 100% CO2, 80% Ar + 20% CO2. Проволока китайского производства Hongpeng отлично зарекомендовала себя в российских условиях сварки.
Возможные виды намотки и стоимость проволоки СВ-08Г2С Honp Peng
|
Сварочная проволока HongPeng HPGS50-6 (ER70S-6) Аналог СВ08Г2С |
|||||||||
| ф.0,8 мм | ф. 1,0 мм | ф.1,2 мм | ф.1,6 мм | ||||||
| 5 кг | 15 кг | 5 кг | 15 кг | 250 кг | 5 кг | 15 кг | 250 кг | 15 кг | 350 кг |
Сертификаты: НАКС, ГОСТ-Р, от завода-производителя, Российский морской регистр судоходства
Преимущества сварочной проволоки Hongpeng
- Стабильные геометрические размеры;
- Высококачественная рядная намотка на катушках, обеспечивающая равномерное распределение усилия подачи проволоки в направляющих роликах;
- Минимальная постоянная толщина омедненного слоя, его высокая прочность;
- Низкое содержание вредных примесей - серы и фосфора;
- Устойчивая электрическая дуга, низкое разбрызгивание металла в процессе сварки;
- Герметичная упаковка в п/э плёнку и картонную коробку;
Химический состав наплавляемого металла (%)
| C (углерод) | Si (кремний) | Mn (марганец) | Р (фосфор) | S (сера) |
| 0,06-0,15 | 0,80-1,85 | 1,40-1,85 | ≤ 0,025 | ≤ 0,025 |
| Cu (медь) | Ni (никель) | Cr (хром) | Mo (молибден) | V (ванадий) |
| ≤ 0,50 | ≤ 0,15 | ≤ 0,15 | ≤ 0,15 | ≤ 0,03 |
Механические свойства наплавляемого металла
| Предел текучести, МПа | Предел прочности на растяжение, МПа |
Относительное удлинение, % | Температура, ˚С | Ударная вязкость, Дж/см² |
| 460 | 580 | 28,4 | -30 | 95 |
Аттестовано НАКС
Омедненная сварочная проволока китайского производителя HONG PENG аттестована НАКС и успешно проходит все необходимые проверки аттестационного центра.
У вас появились вопросы?
Мы будем рады проконсультировать Вас по телефону:
Тел.: +7 (3952) 745-543