Город:
Город:
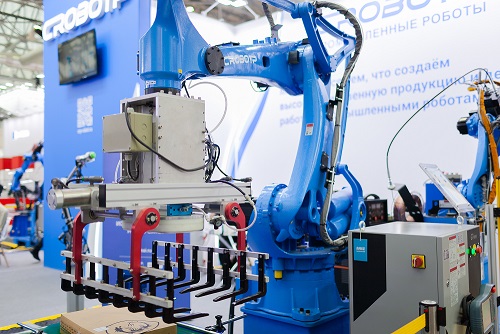
Аппарат плазменной резки Powermax 45 Hypertherm
Входное напряжение 230, 400В
 Аппарат плазменной резки, купить плазморез, купить аппарат плазменной резки, аппарат плазменной резки цена
Аппарат плазменной резки, купить плазморез, купить аппарат плазменной резки, аппарат плазменной резки цена
Технические характеристики аппарата для плазменной резки Powermax 45 Hypertherm
Область применения аппарата для плазменной резки Powermax 45 Hypertherm: ручная резка, строжка, автоматизированная резка (резка на координатном столе, системы резки по направляющим, системы для резки труб, роботизированные системы).
Преимущества аппарата для плазменной резки Powermax 45 Hypertherm
- Небольшой размер и легкий вес обеспечивают непревзойденную портативность
- Система Boost Conditioner™ компенсирует колебания входного напряжения в сети 200–240 В, обеспечивая повышенную производительность при использовании низковольтного питания, двигателя-генератора или при нестабильности показателей электропитания
- Интерфейс ЧПУ и подключение резаков FastConnect™ обеспечивает универсальность для ручного и механизированного использования
- Powercool™ охлаждает внутренние компоненты более эффективно, обеспечивая более высокую надежность системы и повышенное время работы
Производительность ручной резки

| Производительность | Толщина, мм | Скорость резки, мм/мин |
|---|---|---|
| Качественная |
12 19 |
500 250 |
| Разделительная резка | 25 | 125 |
| Прожиг | 12* |
* Номинальная толщина прожига для ручной резки или при использовании автоматического устройства регулировки высоты резака
Производительность строжки
| Скорость съема металла, кг в час | Профиль кромки (ГхШ), мм |
|---|---|
| 2,8 | 3,3х5,5 |
Технические характеристики аппарата для плазменной резки Powermax 45 Hypertherm
| Значения входного напряжения, В |
230 (1~230) 400 (3~400) |
| Входной ток при 5,95 кВт , А |
30 (1~230) 10-10,5 (3~400) |
| Выходной ток , А | 20-45 |
| Номинальное выходное напряжение, В | 132 |
| Рабочий цикл при 40 °C , В |
при 50 % - 230 (1~230), 380-400 (3~400) при 60 % - 230 (1~230), 380-400 (3~400)при 100% - 230 (1~230), 380-400 (3~400) |
| Напряжение холостого хода, В | 275 |
| Габариты с ручками (ДхШхВ), мм | 426х172х348 |
| Масса с резаком 4,5 м, кг | 16 |
| Источник газа | чистый, сухой, обезжиренный воздух или азот |
| Рекомендуемая скорость потока и давление газа на входе |
Резка: 170 л/мин при 5,5 бар Строжка: 170 л/мин при 4,1 бар |
| Длина входящего силового кабеля , м | 3 |
| Тип источника тока | инвертор — БТИЗ (биполярный транзистор с изолированным затвором) |
Технологическая карта резки
| Материал | Толщина, мм | Ток, А | Максимальная скорость резки*, мм/мин |
|---|---|---|---|
| Низкоуглеродистая сталь |
3 6 10 12 20 25 |
45 45 45 45 45 45 |
4445 1905 1016 635 254 127 |
| Нержавеющая сталь |
3 6 10 12 20 |
45 45 45 45 45 |
3810 1397 813 457 229 |
| Алюминий |
3 6 10 12 20 |
45 45 45 45 45 |
3810 1397 813 457 229 |
* Данные о максимальной скорости резки получены при тестировании в лаборатории компании Hypertherm. Для получения оптимальной производительности фактические значения скорости резки могут отличаться в зависимости от используемой системы.
Варианты поставки
| Варианты поставки | Артикул |
|---|---|
| Источник Powermax 45, 220В (1~230) | 088015 |
| Источник Powermax 45, 400В (3~400) | 088014 |
Комплект поставки
Системы ручной резки
| Комплект поставки | Артикул |
|---|---|
| Источник Powermax 45, 220В (1~230) + Резак T45v, 6,1 м | 088018 |
| Источник Powermax 45, 220В (1~230) + Резак T45v, 15,2 м | 088019 |
| Источник Powermax 45, 400В (3~400) + Резак T45v, 6,1 м | 088020 |
| Источник Powermax 45, 400В (3~400) + Резак T45v, 15,2 м | 088021 |
Системы механизированной резки
| Комплект поставки | Артикул |
|---|---|
| Источник Powermax 45, 220В (1~230) + Резак T45m, 7,6 м | 088025 |
| Источник Powermax 45, 220В (1~230) + Резак T45m, 10,7 м | 088026 |
| Источник Powermax 45, 220В (1~230) + Резак T45m, 15,2 м | 088027 |
| Источник Powermax 45, 400В (3~400) + Резак T45m, 7,6 м | 088028 |
| Источник Powermax 45, 400В (3~400) + Резак T45m, 10,7 м | 088029 |
| Источник Powermax 45, 400В (3~400) + Резак T45m, 15,2 м | 088030 |
У вас появились вопросы?
Мы будем рады проконсультировать Вас по телефону:
Тел.: +7 (3952) 745-543