Город:
Город:
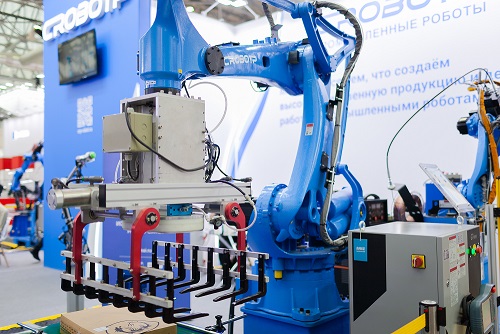
Аппарат плазменной резки Powermax 30xp Hypertherm
Выходной ток 15-30А
Входное напряжение 125В
Входное напряжение 125В
 Аппарат плазменной резки, купить плазморез, купить аппарат плазменной резки, аппарат плазменной резки цена
Аппарат плазменной резки, купить плазморез, купить аппарат плазменной резки, аппарат плазменной резки цена
Модификатор цены:
Цена:
Скидка:
Сумма налога:
Описание
Технические характеристики источника для плазменной резки Powermax 30xp Hypertherm
Система плазменной резки профессионального уровня для ручной резки стали.
Преимущества аппарата для плазменной резки Powermax 30xp
- Расходные детали FineCut® для точной резки тонких листов металла
- Технология автоматической регулировки напряжения (Auto-Voltage™ technology) и входящие в комплект переходники позволяют подключать систему к источникам питания с напряжением в диапазоне от 120 до 240 В
- Новый резак Duramax LT характеризуется ударопрочностью и термостойкостью
- Интерфейс управления с одной ручкой и превосходное качество резки, которое позволяет сократить время на подготовку кромок
- Кабельные зажимы на обоих концах обеспечивают защиту в средах со сложными условиями
- Резка метала любого вида: нержавеющая сталь, алюминий, низкоуглеродистая сталь; даже ржавые и окрашенные листы.
- Используется только сжатый воздух. Не нужно использовать дорогостоящие и воспламеняющиеся газы
Производительность аппарата Powermax 30xp Hypertherm
| Производительность | Толщина металла, | Скорость резки, мм/мин |
|---|---|---|
| Качественная |
10 12 |
500 250 |
| Разделительная | 16 |
125
|
Технические характеристики аппарата для плазменной резки

| Значения входного напряжения, В | 120–240 |
| Входной ток при 3,8 кВт , А | 25–18,8 |
| Выходной ток , А | 15–30 |
| Номинальное выходное напряжение, В | 125 |
| Рабочий цикл при 40 °C , В | при 35 % - 240 при 20 % - 120 |
| Напряжение холостого хода, В | 256 |
| Габариты с ручками (ДхШхВ), мм | 356х168х305 |
| Масса с резаком 4,5 м, кг | 9,5 |
| Источник газа | чистый, сухой, обезжиренный воздух или азот |
| Рекомендуемая скорость потока и давление газа на входе | 113,3 л/мин при 5,5 бар |
| Длина входящего силового кабеля , м | 3 |
| Тип источника тока | инвертор — БТИЗ (биполярный транзистор с изолированным затвором) |
| Требования к приводу двигателя | 5,5 кВт для полного вывода 30 А |
Варианты поставки аппарата для плазменной резки
| Варианты поставки | Артикул |
|---|---|
| Источник Powermax 30 XP с резаком Duramax LT, 4,5 м | 088082 |
| Источник Powermax 30 XP с резаком Duramax LT, 4,5 м и переносным кейсом | 088083 |
Комплект поставки
- Источник тока, ручной резак Duramax LT со стандартными расходными деталями 4,5 м, рабочий зажим 4,5 м
- Вилка 240 В/20 А с переходниками для сетей 120 В/15 А
- Руководство оператора и руководство по безопасности
- Набор стандартных расходных деталей с 1 стандартным соплом, 1 электродом, 1 соплом FineCut и 1 дефлектором FineCut
- Пластмассовый переносной кейс (только для арт. 088083)
- Переносной ремень
У вас появились вопросы?
Мы будем рады проконсультировать Вас по телефону:
Тел.: +7 (3952) 745-543