Город:
Город:
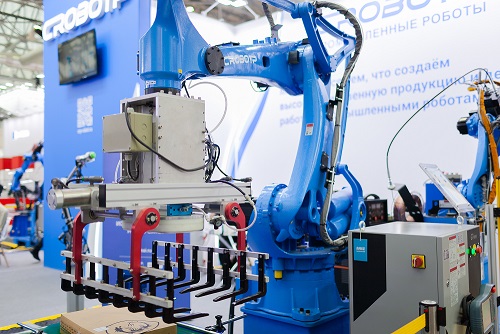
Аппарат плазменной резки MAXPRO-200 Hypertherm
Сетевое напряжение 400В
 Аппарат плазменной резки, купить плазморез, купить аппарат плазменной резки, аппарат плазменной резки цена
Аппарат плазменной резки, купить плазморез, купить аппарат плазменной резки, аппарат плазменной резки цена
Технические характеристики аппарата для плазменной резки MAXPRO 200 Hypertherm
Система плазменной резки MAXPRO 200, для которой в качестве плазмообразующего газа используется воздух или кислород, характеризуется впечатляющими скоростями, однородным качеством резки и исключительно высоким сроком службы расходных деталей. Оптимизированные параметры резки можно задавать и контролировать одним действием, что упрощает эксплуатацию системы. Система MAXPRO 200 обеспечивает надежную производительность в широком диапазоне промышленных применений, поскольку разработана для мощной механизированной и ручной резки и строжки в тяжелом цикле.
Преимущества аппарата для плазменной резки
- Понятный одноэтапный интерфейс и автоматическая система регулировки подачи газа обеспечивают стабильные результаты без вмешательства оператора
- Расширенная диагностика упрощает поиск и устранение неисправностей и обслуживание
- Дополнительные каналы последовательной связи позволяют полностью контролировать систему с ЧПУ
- Запатентованные конструкции расходных деталей обеспечивают самые высокие в данном классе оборудования скорости резки и мощный промышленный прожиг при использовании более низкой силы тока
- Превосходное качество и однородность резки минимизируют дорогостоящие операции вторичной обработки
- Передовые технологии расходных деталей, включая LongLife, CoolFlow™ и TrueFlow™, существенно повышают срок их службы, что дает сокращение затрат на производство детали
- Количество внутренних деталей MAXPRO 200 в два раза меньше по сравнению с другими системами на рынке. Это означает более высокую надежность и удобство обслуживания
- Самодиагностика производится автоматически при запуске и постоянно в процессе резки
Операционный данные источника для плазменной резки
|
Резка практически без образования окалины |
|
|
Низкоуглеродистая сталь |
20 мм |
|
Толщина промышленного прожига |
|
|
Низкоуглеродистая сталь |
32 мм |
|
Нержавеющая сталь |
25 мм |
|
Отрезная резка |
|
|
Низкоуглеродистая сталь |
75 мм |
|
Нержавеющая сталь |
64 мм |
Производительность резки
Система MAXPRO 200 максимизирует производительность за счет сочетания высоких скоростей резки и быстрых изменений процессов.
- Самые высокие скорости резки в данном классе оборудования позволяют производить больше готовых деталей в час
- 100 %-ный рабочий цикл для самых жестких производственных условий
- Быстрый переход между резкой, строжкой, механизированной и ручной обработкой благодаря автоматической настройке, проводам, для подсоединения которых не требуются инструменты, и возможности быстрого отключения резаков.
Технические характеристики источника для плазменной резки MAXPRO 200
| Значения входного напряжения, В |
400 (3~400) |
| Максимальный выходной ток , А | 200 |
| Выходное напряжение, В | 50-165 |
| Номинальный рабочий цикл при 40 °C |
100 % при 33 кВт |
| Диапазон рабочих температур | от –10 °C до +40 °C |
| Коэффициент мощности | 0,98 при выходной мощности 33 кВт |
| Максимальное напряжение холостого хода | 360 |
| Габариты (ВхШхД), см | 102х69х105 |
| Масса, кг |
335 |
| Источник газа | |
|
Плазмообразующий газ Защитный газ Давление газа |
Воздух, O2, N2 Воздух, N2 6,2 +/- 0,7 бар |
Технологическая карта резки
| Материал | Ток, А | Толщина, мм | Приблизительная скорость резки*, мм/мин |
|---|---|---|---|
| Низкоуглеродистая сталь Воздух плазмообразующий Воздух защитный |
50 |
1 |
61501 |
| Воздух плазмообразующий Воздух защитный |
130 |
6 |
3865 |
| Воздух плазмообразующий Воздух защитный |
200 |
6 |
4885 |
| O2 плазмообразующий Воздух защитный |
50 | 1 3 |
6775 3650 |
| O2 плазмообразующий Воздух защитный |
130 | 6 12 |
3925 2200 |
| O2 плазмообразующий Воздух защитный |
200 | 6 12 20 25 32 50 |
6210 3415 1920 1430 805 270 |
| Нержавеющая сталь N2 плазмообразующий N2 защитный |
200 | 12 20 |
220 1140 |
| Воздух плазмообразующий Воздух защитный |
200 | 12 20 |
3050 1520 |
* Толщина материала, который можно отрезать при скорости 125 мм/мин с более низким качеством резки. Отрезную резку указанной толщины не следует выполнять часто.
У вас появились вопросы?
Мы будем рады проконсультировать Вас по телефону:
Тел.: +7 (3952) 745-543