Город:
Город:
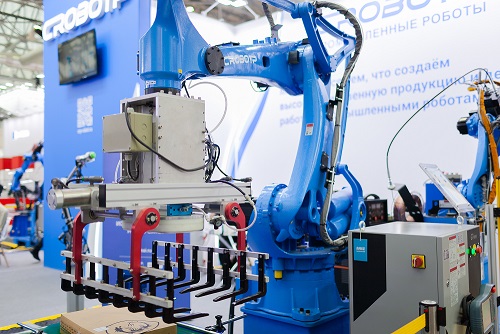
Аппарат многофункциональный BRIMA TIG/MMA/CUT
Резка металла, сварка TIG, сварка электродом
 Аппарат плазменной резки, купить плазморез, купить аппарат плазменной резки, аппарат плазменной резки цена
Аппарат плазменной резки, купить плазморез, купить аппарат плазменной резки, аппарат плазменной резки цена
Описание
Технические характеристики многофункциональной инверторной установки BRIMA
Многофункциональные установки подходят для резки металла, ручной сварки электродом, а также аргонодуговой сварки.
Особенности многофункциональных установок BRIMA
- Универсальность в работе;
- Эффективная, практичная и экономичная модель;
- Три в одном - функции TIG, MMA сварки и плазменной резки;
- Подходит для резки нержавеющих сталей, меди, алюминия и др.
- Высокая чистота разрезаемой поверхности;
- Легко и экономично сваривают и разрезают толстые металлические детали;
- Начало сварки одним касанием;
- Сварка током высокой частоты;
- Функция предотвращения прилипания электрода;
- Защита от перегрева;
- Плавная регулировка сварочного тока;
- Продувка газом после сварки.
Технические характеристики многофункциональных инверторных установок BRIMA
| Показатель / Модель | CT312 | CT416 |
| Напряжение питающей сети (В) | 220 | 220 |
| Потребляемая мощность (кВА) | 4,2 | 6 |
| Период нагрузки (%) | 60 | 60 |
| КПД (%) | 85 | 85 |
| Класс изоляции | F | F |
| Класс защиты | IP23 | IP23 |
| Габариты (мм) | 370x155x285 | 425x205x355 |
| Вес (кг) | 11,0 | 14,0 |
| Потребляемый ток (А) TIG/ MMA/ CUT | 10,2/ 15,6 /19 | 15/ 22/ 27,3 |
| Номинальный сварочный ток (А) TIG/ MMA/ CUT | 120/ 110/ 30 | 160/ 150/ 40 |
| Диапазон сварочного тока (А) TIG/ MMA/ CUT | 10-120/ 10-110/ 15-30 | 15-160/ 15-150/ 20-40 |
| Напряжение холостого хода (В) TIG/ MMA/ CUT | 55/ 55/ 220 | 62/ 62/ 250 |
| Напряжение на дуге (В) TIG/ MMA/ CUT | 15/ 25/ 92 | 16,5/ 26/ 96 |
| Расход газа (л/мин) TIG/ MMA/ CUT | 2-5/ - /80 | 2-5/ - /80 |
| Толщина разрезаемого металла | 1-8 | 1-12 |
| Возбуждение дуги | Бесконтактное | Бесконтактное |
| Стоимость, руб | 32 860 | 41 400 |
У вас появились вопросы?
Мы будем рады проконсультировать Вас по телефону:
Тел.: +7 (3952) 745-543