Город:
Город:
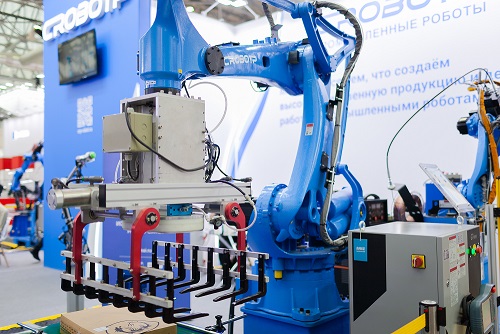
Аппарат для приварки шпилек конденсаторно-разрядного типа CDP-66/99
 аппарат приварки шпилек, шпильковар купить, купить аппарат для приварки шпилек
аппарат приварки шпилек, шпильковар купить, купить аппарат для приварки шпилек
Технические характеристики аппарата для конденсаторной сварки CDP-66/99
Аппараты CDP-66/99 с современным микропроцессорным управлением воплотили в себе последние достижения в области технологии сварки, обеспечивая высокую степень надежности в сочетании с простотой эксплуатации. Большой графический дисплей четко отображает все важные функции, и вместе с одной функциональной ручкой управления, обеспечивает простое интерактивное управление аппаратом.Все функции процесса сварки можно наблюдать на экране дисплея. Сообщения об ошибках отображаются в виде обычного текста. Электронно контролируемый инверторный блок зарядки обеспечивает быструю зарядку, чтобы гарантировать чрезвычайно длинные циклы сварки низкие потери мощности и небольшую массу. Высокая степень надежности достигается за счет модульной конструкции высококачественных компонентов в жестком, но компактном металлическом корпусе.
Устройство может работать как с пистолетом KP-8, так и с пистолетом HPL-8 пистолетом, а также с пистолетами для автоматической сварки и сварочными головками (может потребоваться установка дополнительной функции для автоматической сварки).
|
Характеристики | ||
|---|---|---|
|
Тип |
CDP – 66 |
CDP – 99 |
|
Диаметры привариваемых шпилек |
М3 – М8 |
М3 – М10 |
|
Мощность |
66000 мкФ |
99000 мкФ |
|
Производительность |
20 шпилек/мин. (М8) при непрерывном производстве* |
20 шпилек/мин. (М10) при непрерывном производстве* |
|
Время сварки |
1-3 мс |
1-3 мс |
|
Габариты ДхШхВ |
440х200х200 мм |
440х200х200 мм |
|
Масса |
11,5 кг |
12 кг |
|
Применение |
Шпильки из низкоуглеродистой стали/нержавеющей стали М3-М8. Для листов толщиной 0,5-3 мм из низкоуглеродистой стали/нержавеющей стали; оцинкованные листы с толщиной покрытия ≤15мкм до макс. размера шпилек М6 |
Шпильки из низкоуглеродистой стали/нержавеющей стали М3-М10. Для листов толщиной 0,5-10 мм из низкоуглеродистой стали/нержавеющей стали; оцинкованные листы с толщиной покрытия ≤15мкм до макс. размера шпилек М8 |
* непрерывное производство определяется новой нормой DVS 0968.
У вас появились вопросы?
Мы будем рады проконсультировать Вас по телефону:
Тел.: +7 (3952) 745-543